
I. رسومات المخطط: (حسب تأكيد الطرفين)


الشكل -1: "C" Purlin مع تفاصيل الثاقب:
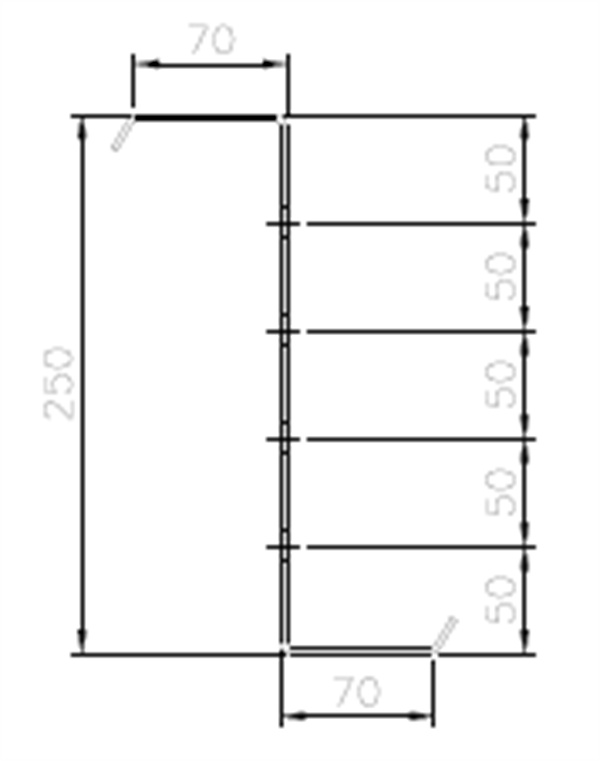

الشكل 2: "Z" Purlin مع تفاصيل الثاقب:

الشالشكل 3: "Z" Purlin مع تفاصيل الثاقب:
II. خطوات سير عملية الإنتاج:
أداة فك اللفافة الغير مباشرة (مع وحدة امداد التسوية) -----> الامداد ------> التثقيب الهيدروليكي ------> التشكيل بالدلفنة (بما في ذلك الامداد) ------> المقص الهيدروليكي - -> جدول التفريغ.

مواصفات المنتج:
المواد: الصلب المجلفن ST52 (ملف)
السماكة: 1.5 مم إلى 3 مم
وزن الملف: 5 طن (كحد أقصى)
طول القطع: 1000-5000 مم
سرعة اللف: 15 - 20 م / دقيقة
مواصفات الشكل "C" Purlin:
السماكة: 1.5 مم إلى 3 مم
ارتفاع الشفة: (50-80) ملم
عرض القناة: (100 - 300) ملم
مقاس الشفة: (15 - 20) ملم
مواصفات الشكل "Z" Purlin:
السماكة: 1.5 مم إلى 3 مم
شفة: (50-80) ملم
الإرتفاع: (100 - 300) ملم
مقاس الشفة: (15 - 20) ملم
نصف قطر الشفة: 135 درجة
III. مكونات خط الماكينة:
1. آلة فك اللفة:
(1) آلة فك اللفة: الفك السلبي ، الشد الهيدروليكي
(2) حمولة آلة اللف: 5 طن
(3) القطر الداخلي للفة دعم آلة فك اللفة: φ508mm
(4) نطاق دعم المتداول: φ450-530mm
(5) قدرة النظام الهيدروليكي لفك اللفة: 1.5 KW
(6) مضخة الزيت للنظام الهيدروليكي uncoiler: مضخة تروس أو مضخة دوارة
(7) هيكل آلية التسوية: تغذية قرصية ثنائية الأسطوانة ، تسوية ذات سبع بكرات
(8) قطر أسطوانة التسوية: حوالي 60mm
(9) مادة بكرة التسوية: جودة عالية 40Cr
(10) طريقة المعالجة الحرارية لعمود التسوية: معالجة التبريد بالتردد العالي للسطح.
2. آلية الثقب المؤازرة:
(1) مواصفات وحدة التغذية المؤازرة: NC-300
(2) طاقة وحدة التغذية المؤازرة: 3KW + مخفض كوكبي
(3) آلية التثقيب الهيدروليكية لعمود التوجيه: محطتان
(4) قالب اللكم: 2 مجموعات
(5) مادة القالب العلوي والسفلي لقالب التثقيب: فولاذ كربوني رقم 45 عالي الجودة
(6) مادة القالب العلوية والسفلية: Cr12Mov أو SDK11

(7) صلابة المعالجة الحرارية للقوالب العلوية والسفلية: HRC58-62
(8) طاقة النظام الهيدروليكي: 22KW
(9) طريقة تبريد النظام الهيدروليكي: تبريد الهواء
(10) مضخة الزيت للمحطة الهيدروليكية: مضخة دوارة أو مضخة بمكبس

3. مُشكل اللفة:
1. الإطار: الفولاذ عالي الجودة بعد اللحام

2. Forming machine form: cast iron archway chain drive

3. مادة المحور: 40Cr التبريد والمعالجة (HB220-260)
4. قطر المحرك: Φ80 (محمل هاربين)
5. قوة المحرك لآلة التشكيل: 18.5KW
قوة محرك اجتياز الارتفاع: 2 * 0.75 كيلو واط
عرض قوة المحرك العرضي: 1 * 1.5 كيلو واط
6. سرعة الخط لآلة التشكيل: 0-20 م \ دقيقة
7. عدد قنوات التشكيل: 15 قناة (باستثناء الاستقامة)
8. السماكة: 1.5-3.0 مم
9. المواد المدرفلة: Q235B الصاج المجلفن
10. عرض غير مكشوف للمادة الملفوفة: يخضع للعرض الفعلي للوحة آلة الاختبار
11. طول الحجم: ± 1.5mm
12. قالب تشكيل لفة: 1 مجموعة
13. مادة اللفة: معالجة التبريد Gcr15 (HRC58-62)
14. لفة طلاء الكروم الصلب: ≥ 0.05mm
4. آلة القطع الهيدروليكية:
1. طريقة القص: قطع هيدروليكي شامل بدون خطوات بعد التشكيل
2. شفرة القص: 1 زوج
3. مادة تشكيل وقطع القالب: Cr12M0V
4. طريقة المعالجة الحرارية لشفرة القطع: معالجة التبريد (HRC58-62)
5. طاقة النظام الهيدروليكي: 11KW (دائرة مفردة)
6. مضخة الزيت للمحطة الهيدروليكية: مضخة دوارة

5. طاولة التفريغ:
1. هيكل أسطوانة استلام المواد: لحام أنبوب مربع ، نوع الأسطوانة (بدون طاقة)
2. مواصفات بكرة استلام المواد: 2000 مم × قطعتان

IV. مكونات هيكل المعدات:
تتكون الآلة الرئيسية للمعدات من آلة فك اللفافة السلبية ، وآلية التثقيب المؤازرة ، وآلة التشكيل بالدلفنة (بما في ذلك التغذية الموجهة وآلية القطع الهيدروليكية) ، ومنصة التفريغ ، والنظام الهيدروليكي ، ونظام التحكم الإلكتروني ، إلخ.
صورة الجهاز:
| المواد خام | النوع | ألواح مجلفنة |
| السماكة | 1.5-3 ملم | |
| الأداء | السرعة | بحد أقصى 20 م / دقيقة |
| د | الفر | هيدروليكي |
| النوع | 35 طن | |
| الماكينة الرئيسية | وحدة اللفائف الرئيسية | 7 |
| التحكم الرئيسي | محرك هيدروليكي أو محرك سيرفو | |
| نوع التحويل | تسلسلى | |
| Cutting | نوع القاطع | هيدروليكي |
| مادة القاطع | Cr12 |


